
工具鋼の組織
工具鋼のミクロ組織
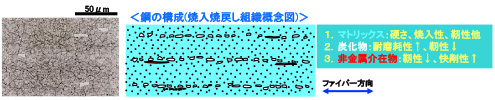
以下にSKD11クラス(SLD)の焼入焼戻し組織を示します。工具鋼のミクロ組織は、概念図のように基地(マトリックス)と、炭化物(写真では白く存在)と非金属介在物(写真には存在していない)から構成されます。
基地(マトリックス)は硬さ、焼入性、靱性等に、炭化物の存在は耐摩耗性の向上、靱性の低下に、それぞれ起因します。また非金属介在物の存在は靱性を低下させますが、快削性の向上のために意図的に含有させることもあります。
![]()
基地(マトリックス)
焼なまし状態ではフェライトであり、焼入焼戻しによりマルテンサイト等の焼入組織に変化し、各種工具の使用に耐える強度が得られます。基地の組成は、材料の成分、熱処理状態により変化し、強度・靭性などに影響を与えます。
![]()
炭化物
上記、ミクロ組織写真で白く、比較的大きく見える一次炭化物と、黒く、微細な二次炭化物があります。
一次炭化物は熱処理により変化せず、型材の基礎特性を形成します。
二次炭化物は、熱処理状態により、基地に溶け込んだり、析出したりし、型材特性を変化させます。
炭化物は、基地よりもはるかに硬いので、炭化物が多いと、摩耗し難くなりますが、切削加工も困難になります。また、一次炭化物はファイバー方向に連鎖状に分布するため、炭化物に沿って割れが進みやすく、炭化物が多いほど靭性は低くなります。
![]()
非金属介在物
金属以外の不純物で、工具鋼内に少量存在します。組成は、硫化物、酸化物ですが、JISでは形態別にA・B・C・D系に分類されます。介在物は、靭性を低下させますので、出来るだけ低減するよう製造しますが、A系介在物(硫化物)は被切削性を改善しますので、硫黄を添加し、A系介在物を多数分布させた快削材料(例:FDAC(熱間工具鋼)、HPM1・HPM77(プラスチック金型用鋼))もあります。
![]()
ファイバー方向
鋼塊を拡大観察しますと、最後に凝固した部分(高合金部で炭化物が存在する場合が多い)が網状(ネット状)に存在します。この網状分布が、熱間加工の進行と共に分断され、製品の長手方向への縞状分布に変化していきます。これがファイバー(繊維状)組織で、その流れる方向をファイバー方向と言います(L方向、または鍛伸方向、タテ方向とも言います)。
ファイバー方向とは、木材の木目のイメージであり、型材はファイバー直角方向(T方向、またはヨコ方向とも言う)に掛かる力に対しては、ファイバー方向(L方向)に掛かる力に対してよりも耐えることができ、割れにくい傾向があります。そのため割れが問題になる金型では、割れの方向とファイバー方向を直角にするように材取りを行うのが有利となります。
なお、SKD11など炭化物が多い材料については、熱処理後の寸法変化量が、ファイバー方向ではファイバー直角方向より大きくなる傾向がありますので、寸法変化量を少なく、安定させるためには、ファイバー方向を統一して材取りすることが肝要と言えます。
熱間加工工程での組織変化

ファイバー組織概念図

![]()
アイソトロピイ工具鋼(Isotropy)
アイソトロピイ工具鋼は、一般鋼材の欠点であるタテ(鍛伸方向)、ヨコ方向の機械的性質の差異を低減し、等方性を持たせたものです。
工具鋼のお客様にも高い評価を受けているこの技術思想は全ての鋼づくりに生かされ、鋼の特性の安定化や高寿命化に大きく貢献しています。
![]()
工具鋼の製造工程
工具鋼は一般的に『造塊⇒熱間加工(分塊・仕上げ)⇒熱処理⇒手入れ⇒検査』の工程で製造されます。
造塊は、一般的に“電気孤光炉+炉外精錬炉”で鉄源や合金などの原材料を溶解後、鋳型に鋳込んで鋼塊を作る工程です。偏析(成分バラツキ)や、更に非金属介在物を低減する場合には、エレクトロスラグ再溶解(ESR)や、真空アーク再溶解(VAR)が適用されます。また、高炭素・高合金系の製造、偏析の極小化目的で、粉末工程が採用される場合もあります。粉末鋼は炭化物を微細均一化出来る長所があります。
分塊熱間加工は、鋳造組織の破壊と、仕上げ熱間加工に最適な中間素材の製造を目的に行われます。
仕上げ熱間加工は、所定寸法への加工だけでなく、最終製品の品質確保も重要な目的となります。
仕上げ加工後は、熱処理工程で、焼なましや焼入焼戻しが施されます。
その後、品質検査に合格してから、出荷されます。
※カタログ、HPに記載の事項は予告なく、変更することがございます。
![]()